
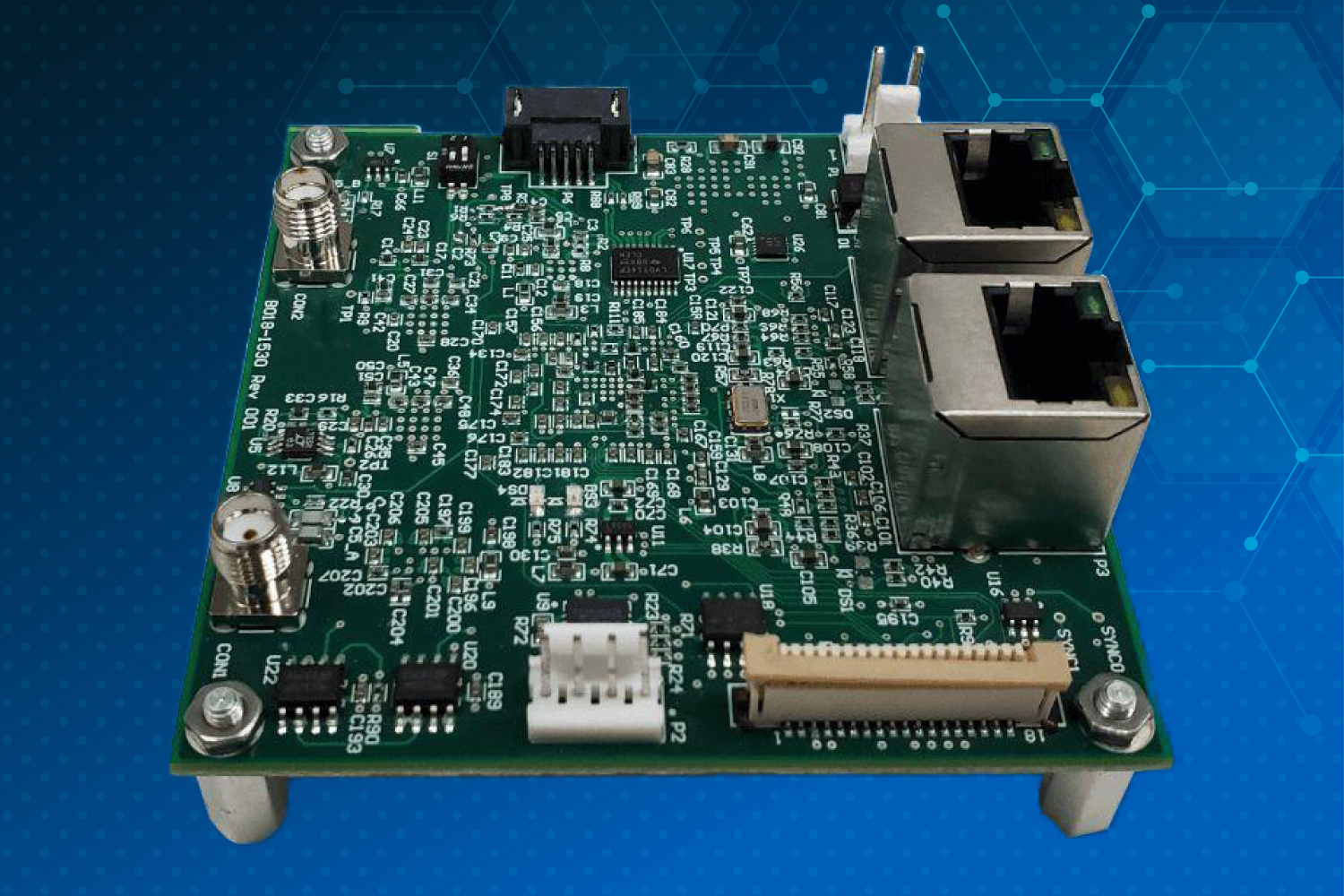
EDA500
Featuring state-of-the-art Lion Precision Eddy Current Sensors, the new EDA500 controller is the ideal off-the-shelf solution for FSM and differential sensing applications.
- High bandwidth
- High resolution
- Excellent temperature stability
- Radiation tested to 75 krad TID

Introducing the NEW CPL590
Lion Precision’s latest capacitive technology. High-resolution, high-speed, digital capacitive sensors for ultimate precision are now in a 2U height enclosure.


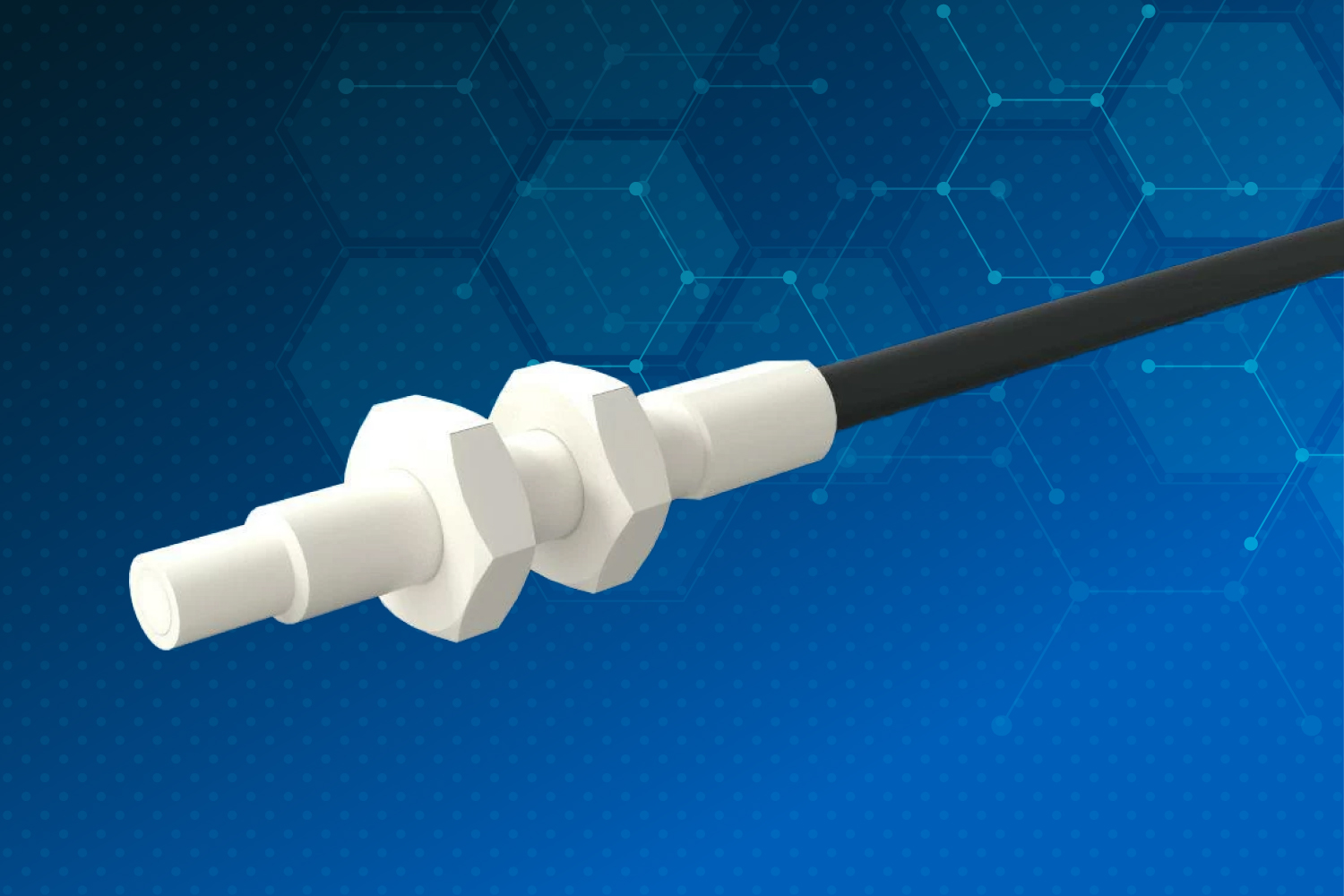
New Submersible Probes
Designed to provide non-contact displacement measurements while submerged in saltwater or corrosive fluid.
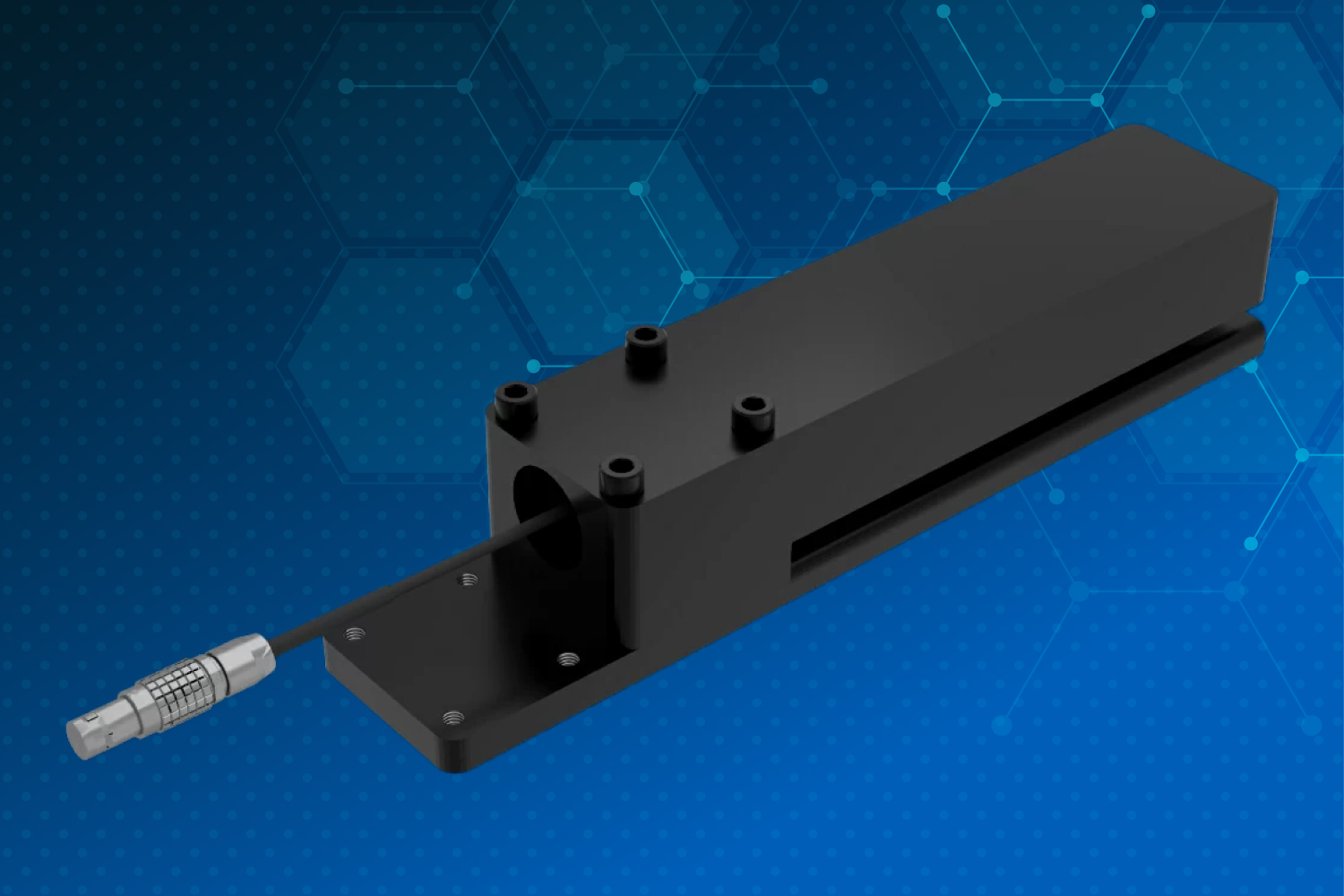
New Product: Mass Change Sensor
Lion Precision’s capacitive sensors can be used to effectively and instantaneously sense any change in the mass of a material
New ECD310
A compact, low-power, cost-effective, two-channel digital eddy current driver that is designed to provide high resolution measurements.



Gain an edge on the line or in the lab
Markets we serve
An unmatched breadth of expertise





Past Successes
Bandwidth or resolution, you can have both, your way
Lion Precision’s unique non-contact sensors combine speed with the highest precision. This allows you to get sub-nanometer resolution at high speed. We couple this with our flexible engineering and production teams. More than 60% of our sensors are customized in some way. We understand how to take your unique requirements and quickly customize a solution. We use sub-nanometer precision with our motion control capabilities to tackle your process improvement using non-contact capacitive and eddy-current displacement sensors, machine optimization, or technology advancement challenges. Our goal is to take your difficult precision problem and be an innovation partner to help put you in motion.







































