THERMAL MEASUREMENT
 Thermal – SEA / SCA / SCI
Thermal – SEA / SCA / SCI
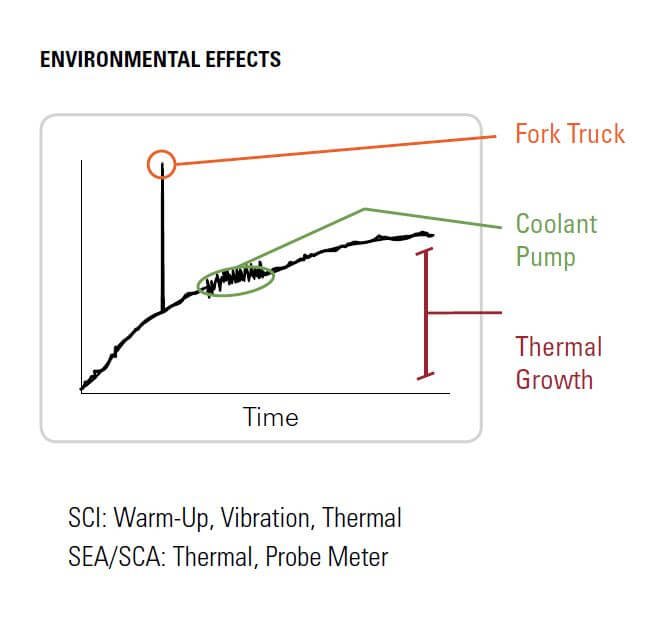
Thermal testing allows for rotating or non-rotating spindle measurement to analyze the effect temperature changes have on the machine tool. It is often used in troubleshooting environmental conditions or determining thermal stability.
 Warm Up – SEA / SCA / SCI
Warm Up – SEA / SCA / SCI
When a cold spindle begins to rotate, friction heating of the bearings causes the spindle to expand (primarily in the Z axis). Knowing the time until a machine stabilizes allows for more precise scheduling/planning, less scrap, and may expose machine frame distortions.
 Temp & Encoder Input Module – SEA
Temp & Encoder Input Module – SEA
Uses sensors for monitoring temperature change. Also includes an encoder and index input for triggering the measurement.
POSITION MEASUREMENT
 FFT – SEA / SCA
FFT – SEA / SCA
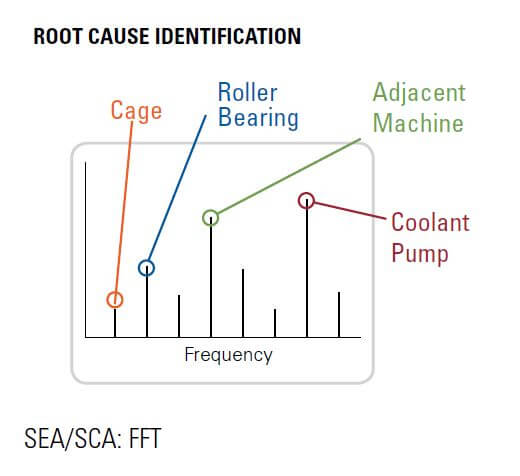
The FFT analysis test acquires data from a single probe and displays the relative amplitude of its frequency components. A graph of amplitude vs. frequency is produced. FFT data is used in identifying bearing frequencies, resonant frequencies, harmonics, RPM and structural vibration.
 Position Shift – SEA / SCA / SCI
Position Shift – SEA / SCA / SCI
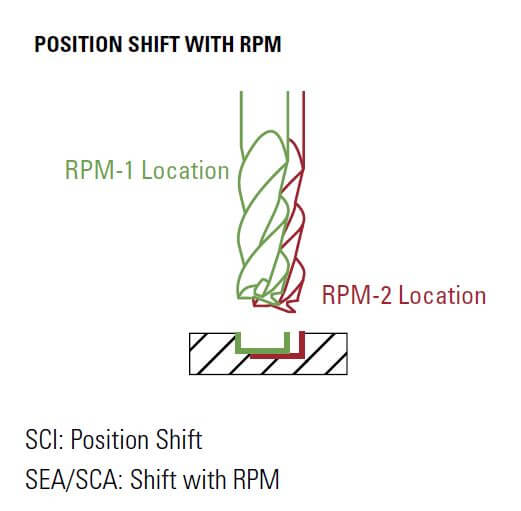
The axis of rotation of the spindle may shift location with changes in RPM. Charting any changes in position of the axis of rotation of the spindle against RPM allows the operator the ability to adjust RPM or offsets to correct any errors.
 Vibration – SCI
Vibration – SCI
Vibration impacts the surface finish capabilities of the machine. By studying the affects of vibration over time, any external factors that are impacting the performance of the tool can be identified. Vibration from a fork lift or coolant pump can often cause a part to fail if it occurs during a critical cut.
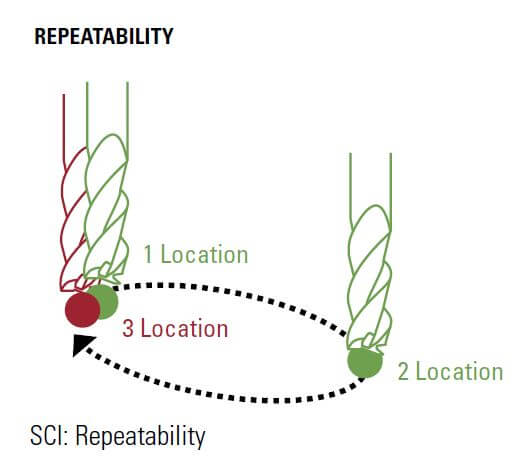
 Repeatability – SCI
Repeatability – SCI
As the mechanics of a machine wear, backlash and other issues will reduce its ability to accurately locate the cutting tool relative the workpiece. Performing this test allows the operator to better predict the machine’s ability to hold tolerance of a feature location. Troubleshooting is simplified by determining which axis has the problem.
 Meter Module – SEA
Meter Module – SEA
Provides a digital display of the displacement.
DYNAMIC MEASUREMENT
 Total Error – SEA / SCA / SCI
Total Error – SEA / SCA / SCI
While the individual components of the “Total Rotation Error” provide insight into specific part errors; the Total Rotation Error (total error motion) gives a general condition of a spindle and a quick comparison of the condition of spindles on multiple machines.
 Runout/TIR – SEA / SCA / SCI
Runout/TIR – SEA / SCA / SCI
Often used in manufacturing, Runout will affect the diameter of holes and straightness of cuts. It should not change dramatically with changes in speed. Changes in Runout are a potential sign of significant wear causing the system to shift or bend as the spindle turns faster.
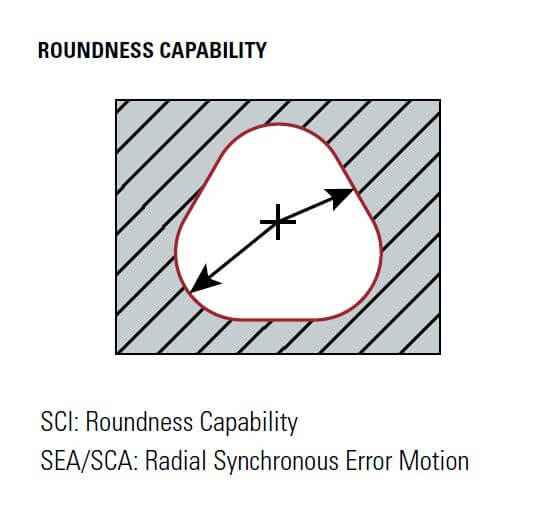
 Synchronous Error / Roundness Capability – SEA / SCA / SCI
Synchronous Error / Roundness Capability – SEA / SCA / SCI
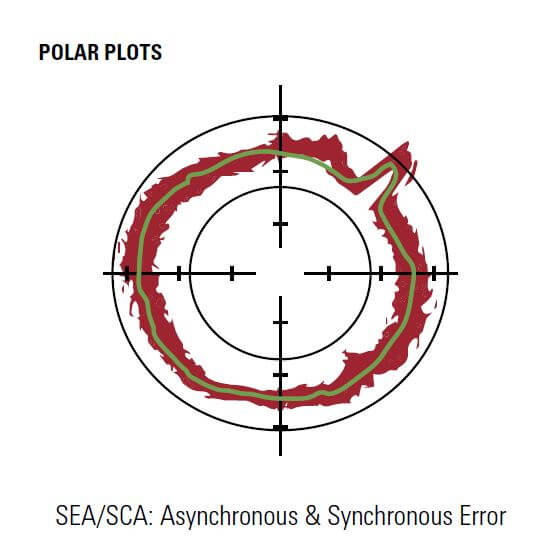
The portion of the total error motion that repeats every revolution and relates to the ability of the machine to produce round features when drilling or boring in a milling operation or when doing longitudinal turning on a lathe.
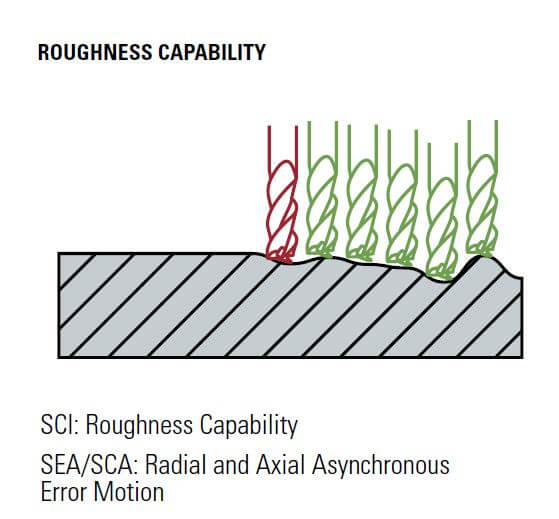
 Asynchronous Error / Surface Roughness – SEA / SCA / SCI
Asynchronous Error / Surface Roughness – SEA / SCA / SCI
The portion of the total error motion that does not repeat from revolution to revolution. These are caused by machine vibrations and in ideal cutting conditions with a single point tool would be a reasonable indicator of the surface roughness (Ra) of the finished part.
 Radial Fixed Sensitive / Turning – SEA / SCA / SCI
Radial Fixed Sensitive / Turning – SEA / SCA / SCI
Radial Fixed Sensitive acquires displacement in one axis relative to spindle angular location and displays the data in a polar plot. Most often used in lathe applications.
 Radial Rotating Sensitive / Milling – SEA / SCA
Radial Rotating Sensitive / Milling – SEA / SCA
Radial Rotating Sensitive acquires displacement data from two probes positioned 90° apart. The probes measure the X and Y displacement of the axis of rotation to generate a polar plot. Most often used when measuring mills.
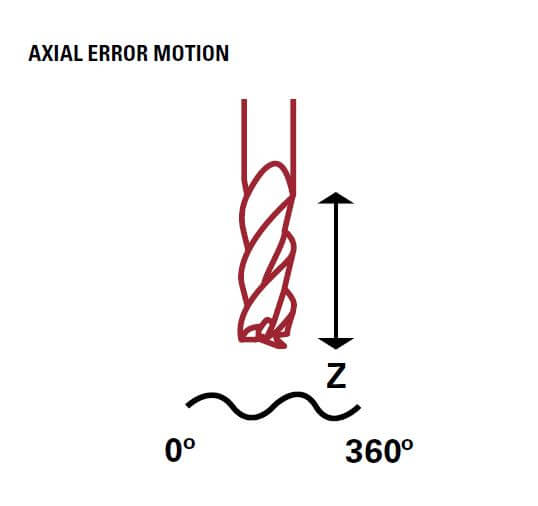
 Axial – SEA / SCA / SCI
Axial – SEA / SCA / SCI
Axial Error Motion utilizes displacement data from one probe in the Z axis. The probe measures the axial displacement of the spindle. In addition to a polar plot, axial error motion can also be displayed in a linear, oscilloscope type display.
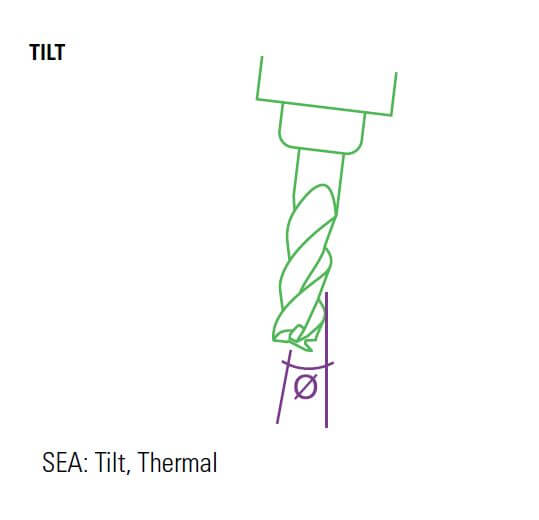
 Tilt Thermal – SEA
Tilt Thermal – SEA
Using two probes in either the X or Y direction, thermal tilt can determine if there is a distortion of the machine frame which will cause a much larger error than simple thermal expansion.
 Tilt Dynamic – SEA
Tilt Dynamic – SEA
Using two probes in either the X or Y direction, dynamic tilt is measured to determine how much worse the synchronous error (related to roundness) and asynchronous error (related to surface roughness) are as the distance from the spindle nose increases. Results are displayed as polar plots or 3D plots.
 Donaldson Reversal – SEA
Donaldson Reversal – SEA
Donaldson Reversal displays data from two Radial – Fixed Sensitive tests combined in such a way that form errors in the target (out of roundness) are separated from the synchronous error motion of the spindle.